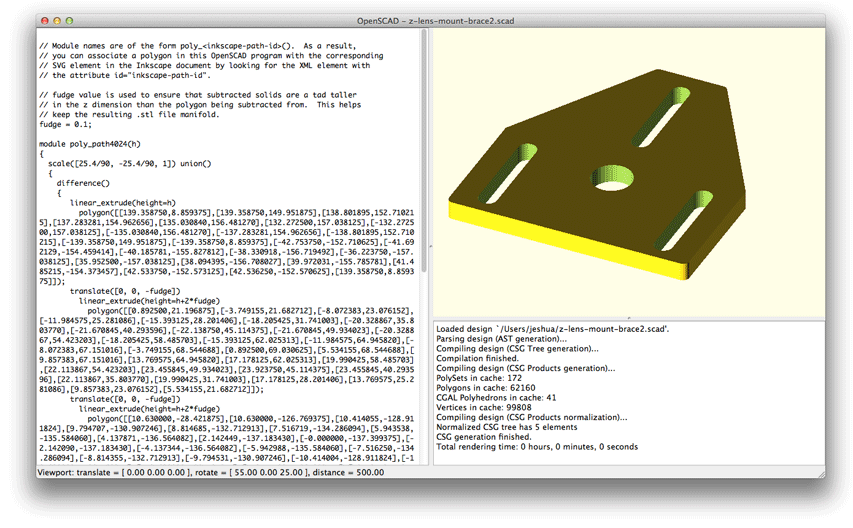
I used the amazingly powerful OpenSCAD to quickly design the parts I needed. OpenSCAD is like a 3D scripting language. In this case, I actually drew the shape in Adobe Illustrator and converted it to OpenSCAD using this Inkscape plugin.
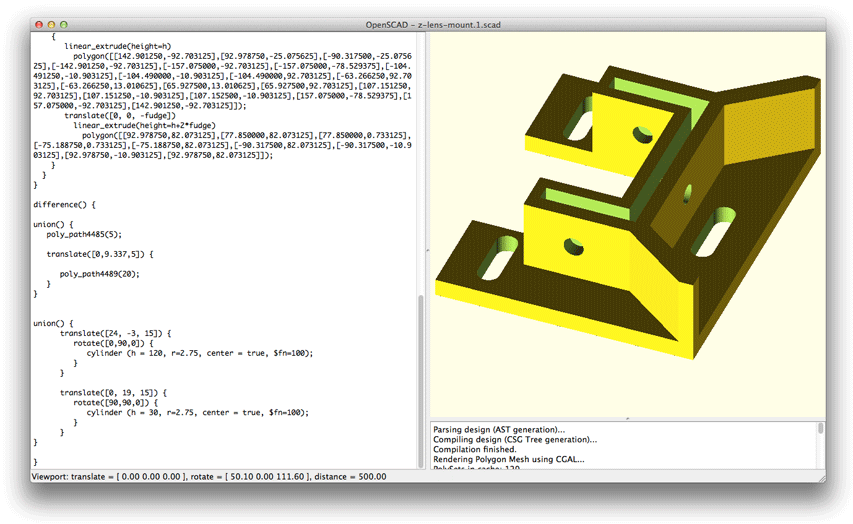
Here is the design of the second part. I drew two shapes in Illustrator and gave them depth in OpenSCAD. Super fast and easy.
Now that I have the 3D models, time to print them!

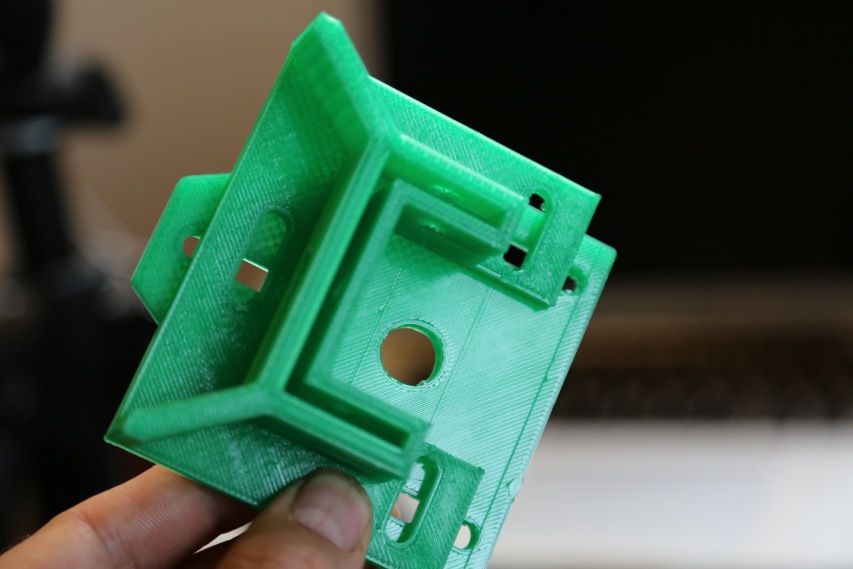
The resulting part in hand.

Second printed part in hand.
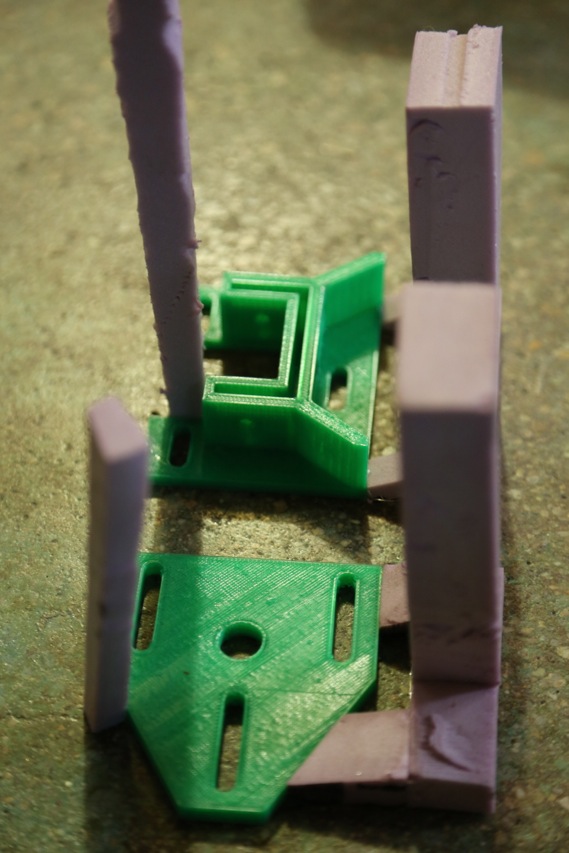
Test fitting both parts.
Sprues and vents attached, ready for the investment (Plaster of Paris).

50% playground sand and 50% Plaster of Paris.

After adding water and mixing, I used my food sealer to vacuum out any bubbles in the investement.

Second printed part getting dirty!

First printed part getting dirty!

Submerged print - I hope it turns out!

Both molds set to dry.

After a couple hours I put the molds in the furnace at about medium heat.

My new small furnace. Heats up fast for 10-pounds or less of molten aluminum. Doubles as a burn out furnace.

Molds are nice and toasty now. After heating to about 1200F the plastic didn't stand a chance! After I pulled them out I used an air compressor to blast any remaining ashes out. Glad I did too!

Here are the molds still quite hot set in dry sand. The dry sand serves a couple purposes. 1. it is added support for the rather fragile investment. 2. It keeps the molds insulated and hot for the pour. 3. It allows me to put sprue extensions on (see below) that provide more head pressure, and acts as a riser (a riser stays molten hopefully as long as the part is molten and feeds the mold as the metal solidifies and contracts).

My spue extenders are chopped aluminum cans. Works great!
After melting a crucible full of aluminum (with some added copper), skimming the dross, it is time to pour!

How pretty! Looks like the molds filled up perfectly. Now is the hard part - waiting long enough for the metal to cool before I will know if the parts turned out.

Success! This is the part straight out of the sand after cutting off the sprue and vent.

Success! This is the part straight out of the sand after cutting off the sprue and vent.

I threaded the center hole using a 14mm fine thread tap. Looks like it all fits together.
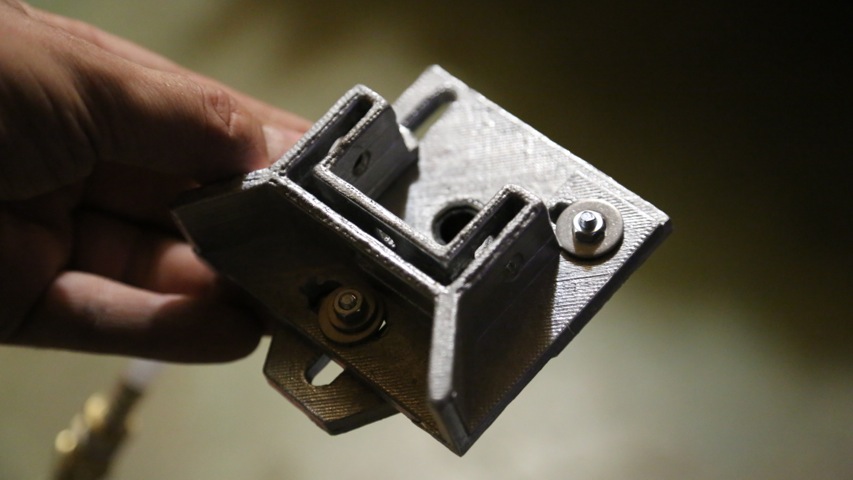
I love the detail in the casting - you can readily see all the lines from the 3D print which are 0.2mm.

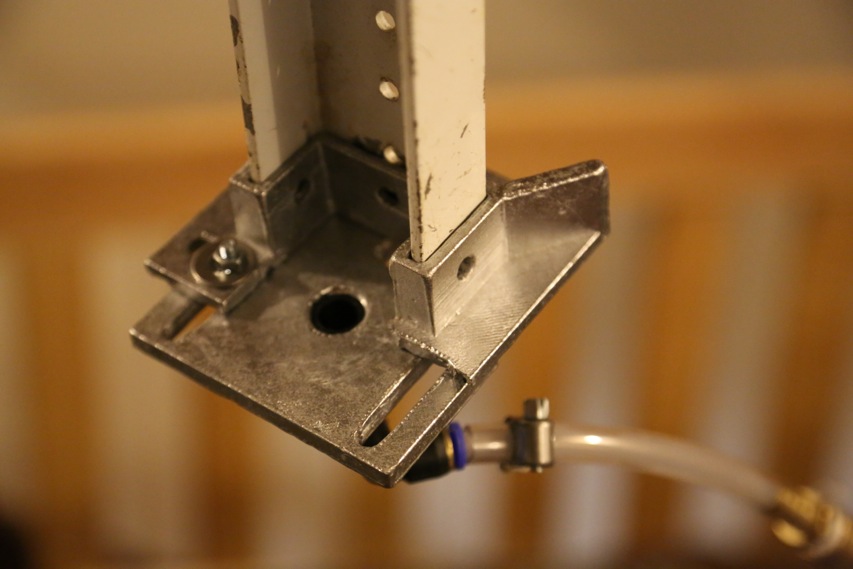
The moment of truth - does it fit the aluminum extrusion? YES! I made the plastic part perfectly fit the extrusion, then printed it again at 102%. The extra 2% is precisely how much the aluminum shrunk as it cooled.
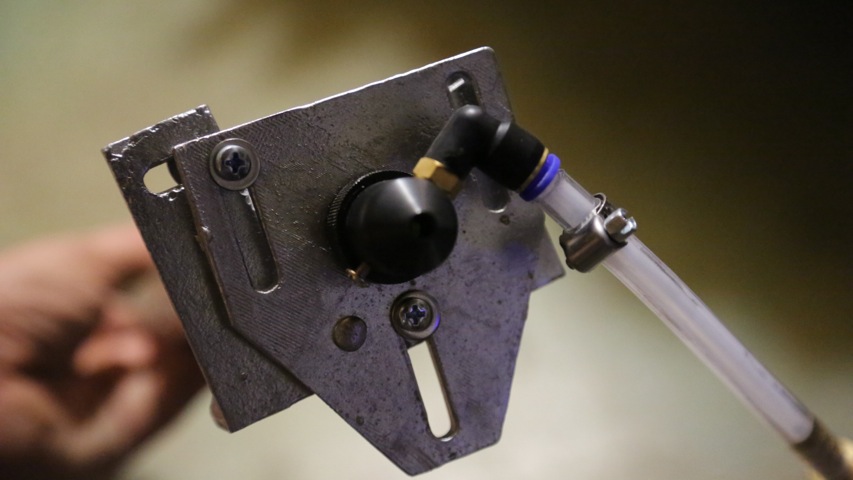
The center of the black nipple is where the 150-watt focused CO2 laser beam will come out. The tube is for compressed air to blow the smoke out of the way (called air-assist).
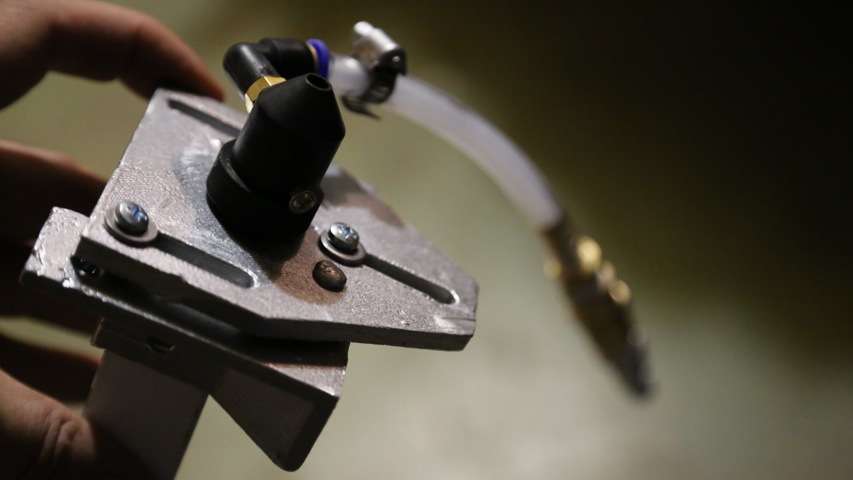
Looks like I will be able to put this to good use!
The black hole in the center is the focusing lens.
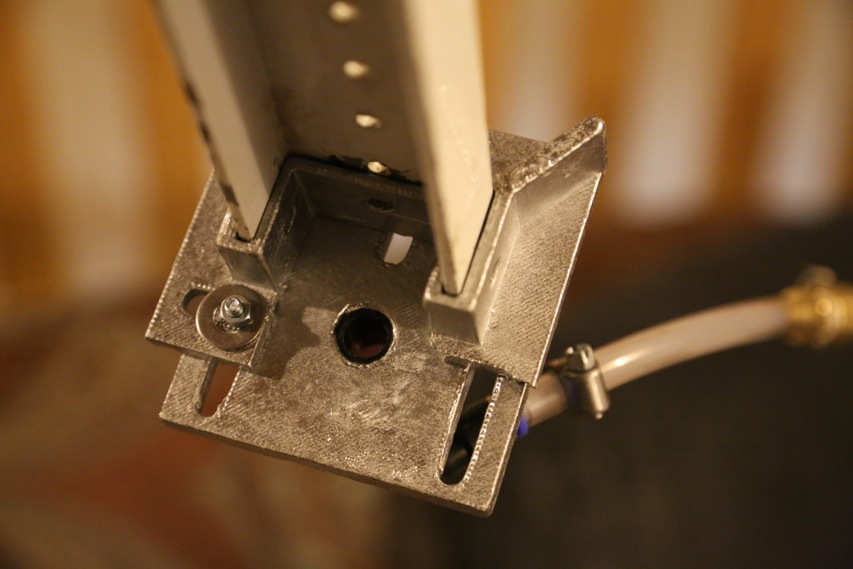
I am so glad it fit the aluminum extrusion perfectly without any maching or even filing!
To be continued...